|
ПРОФЕССИОНАЛЬНАЯ СБОРОЧНАЯ ЛИНИЯ
Сборочная линия, является окончательным и важным этапом для
стабильной работы станка. Опытные специалисты на профессиональных сборочных линия, начиная
от станины и заканчивая небольшими электрическими компонентами,
гарантируют стабильную и производительную работу станка. |
 |
КОНТРОЛЬ КАЧЕСТВА
Участок контроля качества. Специально измерительное оборудование. Строгая система контроля качества по важным параметрам
станка.
Помогают получить гарантию, что готовые станки, которые завод
производит, имеет высокий уровень качества. |
 |
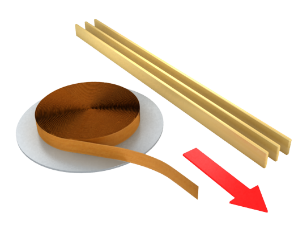
МАГАЗИН
? магазина 800 мм.
|
 |
ПРИЖИМНАЯ БАЛКА
Прижимная балка из алюминия сечением профиля 160 х 80 мм и
толщиной стенки 6 мм обеспечивает высокую точность и превосходную
жесткость. По всей длине станка точное позиционирование балки достигается за
счет четырех опор. |

|
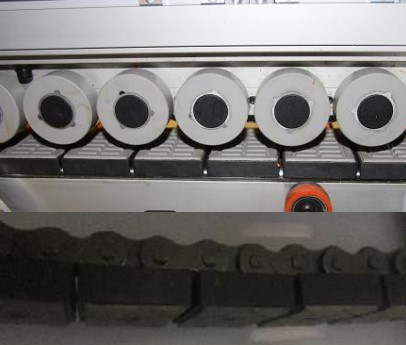
КОНВЕЙЕР
Долговечная и надежная конструкция конвейера. Точное перемещение башмаков осуществляется за счет полукруглой
направляющей прошедшую специальную термообработку с помощью
цепи. Износостойкие башмаки в сочетании с резиновыми прижимными
роликами ? 60 мм расположенными в 2 ряда обеспечивают точную
транспортировку заготовок. Стабильная работа транспортировочного двигателя обеспечивается за
счет плавного пуска и эклектического тормоза, в целях безопасности при
аварийной остановке. Двигатель подачи конвейера:
мощность: 2,2 кВт;
частота: 50 Гц;
скорость вращения: 1430 об/мин. |
 |
УСТРОЙСТВО ПОДАЧИ
Система определения интервала подачи
заготовки предназначена для фиксированного расстояния между
заготовками для повышения производительности и обеспечения стабильной
работы каждого узла. Автоматическая система измерения толщины
заготовки, если толщина панели превышает заданную, то станок
автоматически останавливается. Кнопка аварийной остановки предназначена для
моментальной остановки станка, гарантируя безопасность жизни
оператора. Путевые точки – контактная навигация заготовок
для идеально точной обработки на последующих узлах. |

|
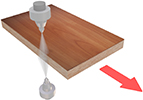
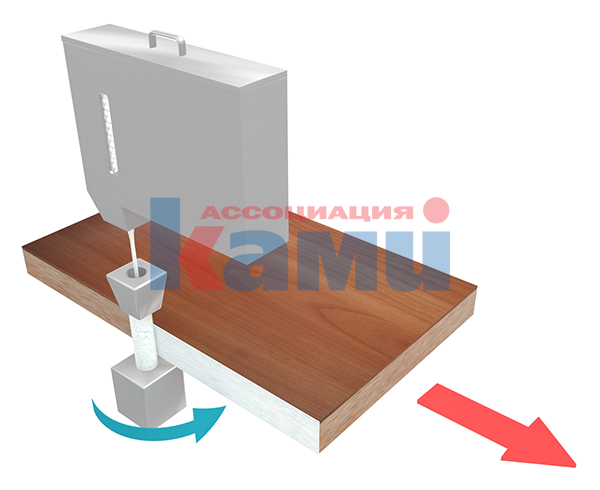
ПОДАЧА РАЗДЕЛЯЮЩЕЙ ЖИДКОСТИ
Узел подачи разделяющей жидкости, расположен перед узлом
предварительного фрезерования торца заготовки и предназначен
предотвратить налипания клея на поверхность панели. 2 форсунки одновременно наносят жидкость сверху и снизу
заготовки. Регулировка подачи необходимого количества жидкости.
Улучшает обработку детали на последующих узлах.
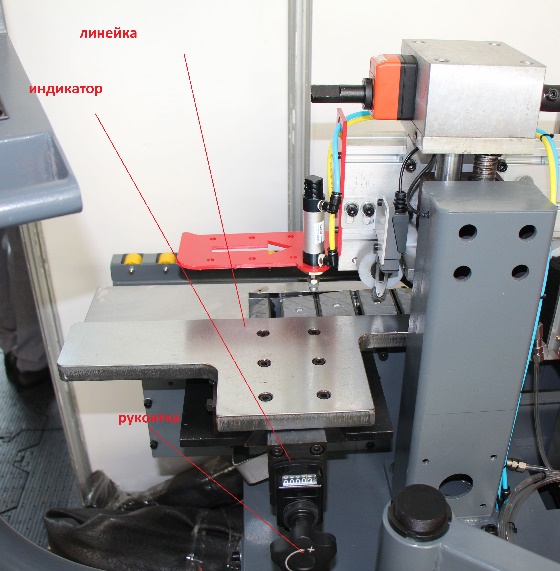
Регулируемая линейка
Механизм регулируемой линейки служит для направления детали к узлу
подфуговки строго параллельно подфуговочным шпинделям в осевом
направлении,а также для быстрой и точной переналадки при изменении
припуска фрезерования.
Она состоит из плиты-линейки,которая перемещается посредством
«ласточкина хвоста» и линейных подшипников. Перемещение осуществляется
посредством рукоятки ,а контроли осуществляется при помощи
индикатора. |
 |
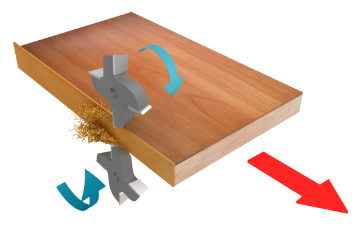
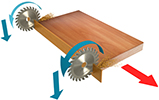
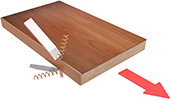
УЗЕЛ ПРЕДВАРИТЕЛЬНОГО ФРЕЗЕРОВАНИЯ
Предназначен для устранения дефектов раскроя (микросколов,
ступеньки от подрезной пилы), гарантирует перпендикулярную и
прямолинейную геометрию поверхности торца детали. Две фрезы с алмазными напайками:
? 100 x 30 Н50 L/R. Автоматический обдув торца заготовки от стружки. Два двигателя противоположного вращение с автоматическим
подводом/отводом в зону обработки убавляются с помощью
пневмоцилиндров:
мощность: 2 x 2,2 кВт;
частота: 200 Гц;
скорость вращения: 12 000 об/мин.
Полностью закрыт пылезащитным кожухом. |

|
ИНФРАКРАСНАЯ ЛАМПА НАГРЕВА
Предварительный нагрев торца заготовки создает нужную основу для
качественной приклейки кромки. Рабочая температура инфракрасной лампы около 300?. Особо актуальна в зимний период времени.
КЛЕЕВОЙ УЗЕЛ традиционный
Контроль подачи клея с помощью специального датчика; Имеется индикация наполнения бункера для удобства работы
оператора; Регулировка температуры в предплавителе и клеевой ванне
происходит с пульта управления.
Технологически идеальное использование свойств клея, подготавливается
количество клея, которое необходимо для работы, нет перегрева большого
объема клея как в случае использования стандартной нижней клеевой ванны.
Двигатель привода подачи кромки, клеевого вала и большого прижимного
ролика:
мощность: 0,75 кВт;
частота: 50 Гц;
скорость вращения: 1400 об/мин. |
 |
ГИЛЬОТИНА
Встроенная гильотина на пневматическом цилиндре от AirTEC с
электрическим переключателем, рассчитан для высокой
производительности. |
|
|
 |
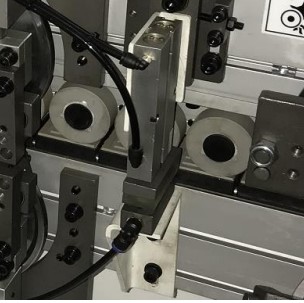
ПРЕСС ГРУППА
Состоит из одного подающего ролика большого диаметра ? 100 мм и
трех до прессовочных ? 65 мм роликов обеспечивая надежную фиксацию
кромочного материала на торец заготовки. Регулировка площадки прижимной группы на толщину кромочного
материала осуществляется с помощью цифрового счетчика. Каждый ролик оснащен индивидуальным пневмоцилиндром. Прижимные ролики подходят для прижатия кромочного материала
различной толщины на торец заготовки для минимизации клеевого
шва. |
 |
СИСТЕМА АВТОМАТИЧЕСКОЙ СМАЗКИ
|


|
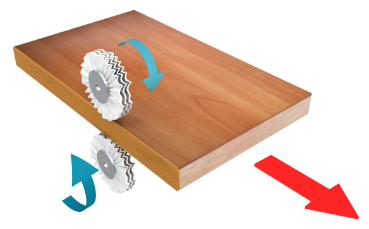
УЗЕЛ ТОРЦОВКИ
Линейная направляющая расположена под углом 45°. Узел торцовки состоит из 2-ух двигателей:
мощность: 2 x 0,37 кВт;
частота: 200 Гц;
скорость вращения: 12 000 об/мин. 2 пилы ? 100 х 22 Z30, расположенные под углом 5°. Автоматическая система смазки направляющих, с помощью блока
контроля времени. Точный контроль осуществляется за счет установленного частотного
преобразователя Delta:
Защита от перегрузки двигателя;
Это обеспечивает долгий срок службы станка.
ФРЕЗЕРОВАНИЕ СВЕСОВ
I УЗЕЛ ФРЕЗЕРОВАНИЯ СВЕСОВ (ЧЕРНОВОЙ)
Служит для предварительного (ЧЕРНОВОГО) фрезерования верхних и
нижних свесов заготовки; Экономия времени на перенастройку; Узел фрезерования свесов с 2-мя двигателями 0,75 кВт
Частота: 200 Гц
Скорость вращения: 12 000 об/мин. Точность позиционирования заготовки за счет копиров большого
диаметра ?180 мм по плоскости с верху и с низу, а также круглых конусных
копиров ?120 мм в торец заготовки; Оборудован системой аспирации. |
 |
УЗЕЛ ФРЕЗЕРОВАНИЯ СВЕСОВ (ЧИСТОВОЙ)
Служит для финишного (ЧИСТОВОЙ) фрезерования верхних и нижних
свесов заготовки; Автоматическая перенастройка узла с помощью пневматики на 2 типа
кромки; Быстрое и удобное позиционирование узла в рабочей зоне с пульта
управления.
Экономия времени на перенастройку. Узел фрезерования свесов с 2-мя двигателями 0,75 кВт
Частота: 200 Гц
Скорость вращения: 12 000 об/мин. Точность позиционирования заготовки за счет копиров большого
диаметра ?180 мм по плоскости с верху и с низу, а также круглых конусных
копиров ?120 мм в торец заготовки; На каждом двигателе установлены фрезы R2
?69 х ?16 H13 Z4; Система аспирации эффективно убирает стружку из зоны обработки.
Чистое пространство в фрезерном узле обеспечивает высокое качество
обработки. |
|
|
 |
УЗЕЛ РАДИУСНОЙ ЦИКЛЕВКИ
Предназначен для удаления микроволны на обработанной радиусной
поверхности кромки после узлов фрезерования. Два двухсторонних ножа для увеличения производительности
размеры:
20 х 12 х 2 х R2H. Настройка происходит с помощью цифровых счетчиков. Точность позиционирования заготовки за счет копиров большого
диаметра ? 180 мм по плоскости сверху и снизу, а также круглых конусных
копиров ? 120 мм в торец заготовки. |
 |
ПНЕВМО-ОТРЫВАТЕЛЬ СТРУЖКИ
Служит для отрыва стружки(ворсы) которая образовывается после
узла радиусной циклевки. Состоит из:
- опорной площадки;
- верхнего двухсекционного пневмо-прижима. Процесс полностью автоматический. |
 |
УЗЕЛ ПЛОСКОЙ ЦИКЛЕВКИ(Опция)
Предназначен для идеальной финишной обработки поверхности
заготовки по плоскости. За счет двух четырехсторонних пластин с плоским сечением ножа,
расположенных сверху и снизу заготовки, убирает остатки клея и подчищает
от микро неровностей.
Размеры пластины: 15 х 15 х 2,5. |
 |
ПОДАЧА ОЧИЩАЮЩЕЙ ЖИДКОСТИ
Узел очищающей жидкости, расположен перед узлом полировки и
предназначен для устранения следов клея, потёков, пыли, как на
стандартных так и деликатных поверхностях.
|
 |
ПОЛИРОВАЛЬНЫЙ УЗЕЛ
Узел полировки с кругами из двухслойной ткани необходим для
финишной обработки кромки. Придает блеск обработанной поверхности,
очищает от загрязнений. Обеспечение стабильной работы за счет подключения постоянного
питания. Оснащен 2-мя двигателями:
мощность: 2 x 0,37 кВт;
частота: 50 Гц;
скорость вращения: 1350 об/мин.
Диаметр кругов: ? 150 х ? 22. |
|
|
 |
БЛОК ПОДГОТОВКИ ВОЗДУХА
Пневмо-система станка оснащена блоком AirTAC. Регулировка давления и точный контроль подачи воздуха. Состоит из резервуара с маслом для смазки системы масляным
туманом, фильтра тонкой очистки и блока контроля распределения. Необходимое давление 8 bar. |
 |
ЭЛЕКТРО-ВЫКЛЮЧАТЕЛИ
Главный выключатель для подачи питания (Вкл/Выкл). Переключатель для наладки и перенастройки станка. Кнопка аварийной остановки на пульте управления и задней части
станка. |
 |
ЭЛЕКТРО-КОМПОНЕНТЫ
Входное напряжение: 380 В, 50 Гц. Преобразователь частоты Delta с функцией электроостановки
двигателя от перегрузки. Логический PLC контролер DELTA. Разрешается эксплуатация в диапазоне 0-40°. Станок автоматически переходит в режим ожидания, когда машина
перестает работать в течение определенного периода (в зависимости от
времени установки). |
 |
СИСТЕМА УПРАВЛЕНИЯ
Отдельно вынесен пульт управления с сенсорным дисплеем Touch
SCREEN. Интерфейс работы интуитивно понятен и прост: информация о
состоянии машины доступна с первого взгляда. Максимальное удобство эксплуатации и быстрая обучаемость
оператора. Отображение процессов и диагностической информации. Оперативное решение проблем с помощью кода ошибок отображаемых на
мониторе пульта управления. |
 от 14600$
от 14600$