 от 24687€
от 24687€
Получите лучшее ценовое предложение с индивидуальным подбором оптимальной комплектации для вас, набрав или написав в мессенджере по номеру +375 (29) 611-83-85 !
Либо напишите нам на почту stanki@kami.by и мы вышлем вам коммерческое предложение.
НАЗНАЧЕНИЕ:
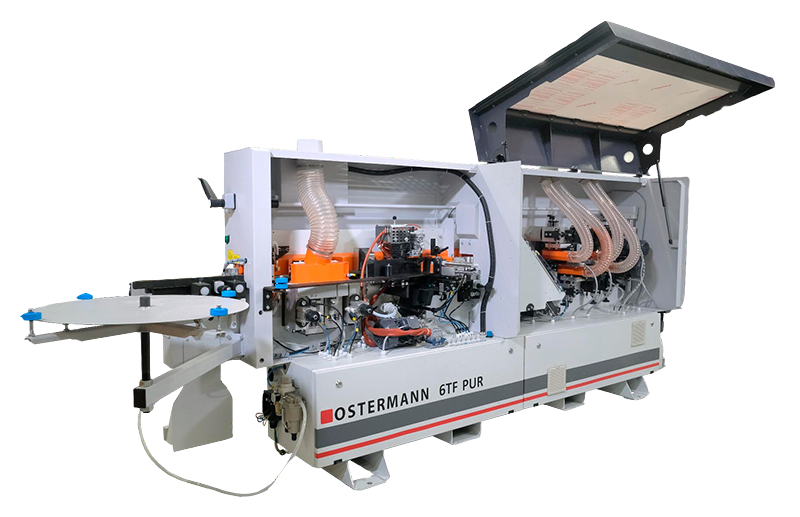
Автоматический кромкооблицовочный станок OSTERMANN 6TF PUR предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3 мм с использованием EVA и PUR-клея.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Идеально подходит для применения на предприятиях по производству корпусной мебели, а именно: офисная, кухонные наборы, шкафы-купе, мебель для гостиных и прихожих, мебельные фасады, а также эксклюзивная мебель, изготавливаемая по индивидуальным заказам.
| Размеры детали кромки | Толщина кромочного материала, мм | 0,4 - 3 |
| Толщина детали (мин/макс), мм | 8 - 60* | |
| Габариты детали (мин), мм | 100 x 100 | |
| Подача | Скорость подачи, м/мин | 10 |
| Мощность двигателя подачи, кВт | 2,2 | |
| Предварительное фрезерование | Фрезы узла предварительного фрезерования, мм |
Ø60 x Ø20 x H48, Z = 3 + 3
(Алмаз) |
| Мощность двигателей, кВт | 1,1; 0,75 | |
| Обороты фрез, об/мин | 12 000 | |
| Торцовка | Пилы торцовки, мм | Ø80 x 30 |
| Мощность двигателей торцовки, мм | 2 x 0,22 | |
| Обороты пил, об/мин | 12 000 | |
| Фрезерование свесов | Фрезы узла снятия свесов кромки, мм | Ø75; Z4 |
| Мощность двигателей, об/мин | 2 x 0,55 | |
| Обороты пил, об/мин | 12 000 | |
| Радиусная цикля | Радиус инструмента, мм | 2 |
| Полировка | Частота вращения, об/мин | 1400 |
| Мощность двигателя, об/мин | 2 x 0,18 | |
| Аспирация | Диаметр патрубков, мм | 2 x Ø100; 2 x Ø120 |
| Кол-во патрубков, шт. | 4 | |
| Мощность | Общая мощность станка, кВт | 8 |
| Напряжение, В | 380 | |
| Пневматика | Требуемое давление, bar | 6,5 |
| Расход воздуха, л/мин | 120 | |
| Габаритные размеры | Длина (L), мм | 4150 |
| Ширина (B), мм | 1220 | |
| Высота (H), мм | 1510 | |
| Вес, кг | 1150 |
* При установке фрез с высотой рабочей части не менее 60 мм.
СХЕМЫ ОБРАБОТКИ:
| Подача кромочного материала | Разделительная жидкость (опция) | Предварительное фрезерование | Предварительный нагрев заготовки (опция) |
 |
 |
 |
 |
| Клеевой узел EVA/PUR | Пресс группа | Двух моторная торцовка | Фрезерование свесов |
 |
 |
 |
 |
| Циклевка радиусная | Очищающая жидкость (опция) | Циклевка плоская (опция) | Полировка |
 |
 |
 |
 |
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
|
|
РАБОТА ПО ПУТЕВЫМ ТОЧКАМ На входе детали установлен датчик, который фиксирует начало и конец детали. Контактная навигация заготовок для идеально точной обработки на последующих узлах. |
|
ПОДАЮЩИЙ КОНВЕЙЕР Деталь подается цепным конвейером с обрезиненными башмаками.
|
|
|
|
ТОРЦЕВОЙ КОПИР Торцевой многоступенчатый копир, установлен на фрезерном и циклевочном агрегатах.
|

|
ЭЛЕКТРОКОМПОНЕНТЫ Электрические компоненты станка находятся в специальном корпусе
|
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ:

|
ПАНЕЛЬ УПРАВЛЕНИЯ Экран дисплея TOUCH SCREEN 7" отображает настройки и рабочие параметры: температуру клея, индикацию работы узлов станка.
|

|
СИСТЕМА РАСПЫЛЕНИЯ РАЗДЕЛЯЮЩЕЙ ЖИДКОСТИ Разделяющая жидкость распыляется через форсунки перед узлом нанесения клея и исключает налипание клея на поверхность детали. |

|
ИНФРАКРАСНАЯ ЛАМПА ДЛЯ ПОДОГРЕВА ТОРЦА ДЕТАЛИ Лампа, находящаяся непосредственно в зоне перед нанесением клея на деталь, подготавливает и подсушивает поверхность, что обеспечивает идеальное клеевое соединение даже в холодное время. |
|
КЛЕЕВОЙ УЗЕЛ Быстросменный клеевой с бачок с тефлоновым покрытием объемом 0,7 л. для клея EVA/PUR имеет верхнее расположение относительно клеенаносящего вала.
|
|
|
ПРЕСС-ГРУППА Зона прижима из трех роликов. Первый ролик большого диаметра приводной, второй и третий - допрессовочные конусные свободного вращения.
|
|

|
ТОРЦОВОЧНЫЙ АГРЕГАТ Два промышленных двигателя (12 000 об/мин), 2 x 0,22 кВт Teknomotor. Две пилы Ø110 х Ø32, Z=30 BUP
|

|
УЗЕЛ ФРЕЗЕРНЫЙ СНЯТИЯ СВЕСОВ Два промышленных двигателя (12 000 об/мин) 2 х 0,55 кВт Teknomotor. Фрезы сборные 4 ножа Ø75; Z=4; R2 BUP. Ножи с двухсторонней режущей кромкой.
|

|
УЗЕЛ РАДИУСНОЙ ЦИКЛИ Узел финишной обработки кромки предназначен для удаления микроволны на обработанной радиусной поверхности кромки после фрезерного узла.
|

|
УЗЕЛ КЛЕЕВОЙ ЦИКЛИ Предназначен для удаления остатков клея с клеевого соединения. Верхний и нижний копиры находятся на минимальном расстоянии от края заготовки, что обеспечивает высокую точность отслеживания профиля детали. Счетчики на узле позволяют точно и быстро подстроить узел. Быстрый вывод узла из рабочей зоны с помощью рычажка. |

|
СИСТЕМА РАСПЫЛЕНИЯ ОЧИЩАЮЩЕЙ ЖИДКОСТИ Распыляется перед узлом полировки, что помогает полировальным кругам более эффективно удалять загрязнения с кромочного материала. |

|
ПОЛИРОВКА Полировка необходима для финишной обработки кромки. Полирующий агрегат - два двигателя, два полирующих диска, частота вращения 1400 об/мин 2 х 0,18 кВт.
|

|
БЛОК ПОДГОТОВКИ ВОЗДУХА Состоит из регулятора сжатого воздуха, водоотделителя и маслораспылителя. Водоотделитель:
|
ДОПОЛНИТЕЛЬНАЯ КОМПЛЕКТАЦИЯ:
|
|
ПАКЕТ NESTING Многоступенчатый копир, установленный на фрезерном и циклевальном агрегатах дает возможность обработки деталей «nesting», например, с отверстиями под чашечные петли. |







